















 42 / 64
42 / 64

42
NASI DOSTAWCY
Uszczelka głowicy w nowoczesnych silnikach
z aluminiowym blokiem
W ostatnich latach wiele się zmieniło
w temacie technologii silników spali-
nowych. Nowoczesne silniki są mniej-
sze, lżejsze ale generują większą moc.
W związku z tym zarówno głowica,
jak i blok silnika, przechodzą zmia-
ny struktury materiału użytego do ich
produkcji.
To co kiedyś było standardem, czyli
blok silnika z żeliwa, zostało zastąpione
przez nowoczesne części z aluminium
lub stopów aluminium. Również nowo-
czesna uszczelka głowicy musiała zostać
stworzona zupełnie od nowa po to żeby
móc sprostać nowym, wysokim wyma-
ganiom. To, co z pozoru wydaje się ła-
twe, po bliższym spojrzeniu okazuje się
dużym wyzwaniem, uszczelka musi być
odporna na działanie płynu chłodnicze-
go, oleju, powietrza, a także spalin. Poza
tym, trzeba również pamiętać o wysokiej
temperaturze, ciśnieniu oraz dynamicz-
nej pracy silnika. Właśnie ta dynamika
pracy silnika to coś o czym nie wszy-
scy wiedzą i zdają sobie z tego sprawę.
Łączenie ciężkich, solidnych i sztywnych
elementów (głowica/blok silnika) za po-
mocą śrub wydaje się nam, że po zmon-
towaniu silnika wszystko jest statyczne.
Musimy jednak pamiętać, że wysokie ci-
śnienie powstałe na skutek zapłonu mie-
szanki w komorze spalania zaraz po uru-
chomieniu silnika nie tylko napędza tłok
ale również oddziaływuje na głowicę sil-
nika delikatnie ją podnosząc za każdym
razem. Mimo , że są to minimalne ruchy
(2-10 µm), powodują dość znaczne obcią-
żenie uszczelki głowicy. Musimy pamię-
tać, że nowoczesne silniki są projektowa-
ne w taki sposób, żeby ich nagrzewanie
do optymalnej temperatury pracy trwało
jak najkrócej, a tłok i cylinder pod wpły-
wem temperatury rozszerzał się w takim
samym tempie. Dzieki temu, tolerancje,
odstępy do zniwelowania między tymi
cześciami, mogą być ograniczane do mi-
nimum. Sama konstrukcja bloku i głowi-
cy cylindrów również przeszła gruntowne
przeprojektowanie mające na celu zde-
cydowane obniżenie ich wagi. Wszyst-
kie te czynniki mają pozytywny wpływ
na emisję spalin i poprawią sprawność sil-
nika, ale również powodują jeszcze cięższe
warunki pracy dla uszczelki głowicy.
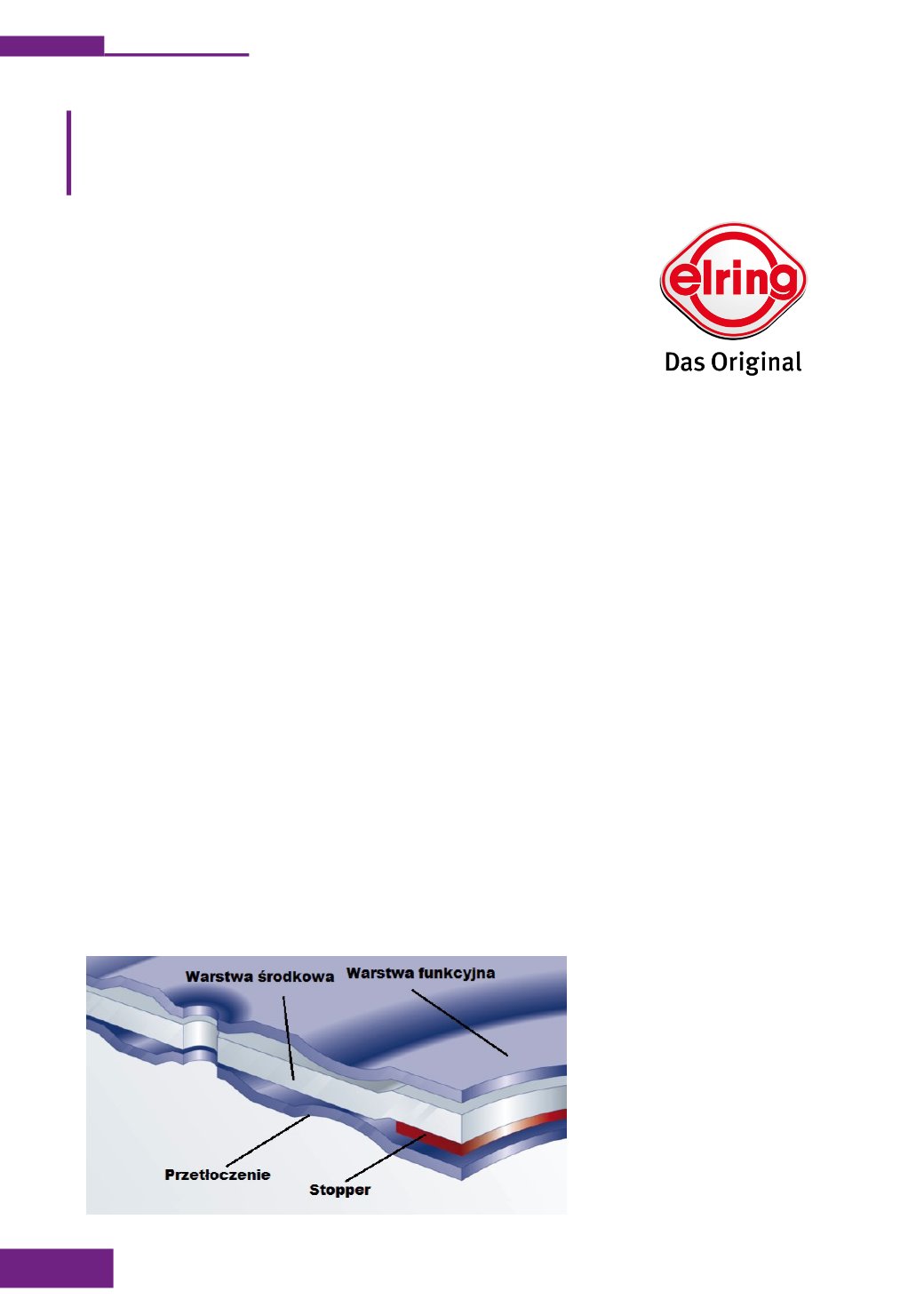
Przetłoczenia, stopper oraz warstwa
funkcyjna (nośna)
Nowoczesna uszczelka głowicy nie jest
już ściśnięta między głowicą oraz blokiem
silnika na całej swojej powierzchni. Teraz
funkcję uszczelnienia przejęły przetło-
czenia wykonane na warstwie uszczelki
głowicy wykonanej ze stali sprężynują-
cej. Poprzez właściwe dokręcenie głowicy
do bloku silnika otrzymujemy wstępne
naprężenie tych przetłoczeń, ale dalej po-
zostają one elastyczne i potrafią reagować
na ruchy głowicy cylindra w trakcie pracy
silnika.
Aby te przetłoczenia były w stanie wytrzy-
mać minimum 250 000 km pracy silni-
ka stosujemy tak zwany „stopper”, który
w miejscach newralgicznych (im dalsza
odległość od śruby głowicy tym siła do-
cisku mniejsza, a ruchy większe) niwelu-
je zbyt dużą amplitudę ruchu uszczelki
dzięki czemu zapobiega pęknięciom, które
mogą się pojawić na przetłoczeniach.
Dzięki zastosowaniu przetłoczeń pomimo
tego, że uszczelka nie jest już wykonana
z materiału miękkiego tylko ze stali nadal
jest w stanie niwelować niewielkie od-
kształcenia powstałe na powierzchniach
roboczych. 5/100 mm mierząc wzdłuż
oraz 3/100 mm mierząc w poprzek (od-
kształcenie mierzone między śrubami)
nadal jest dopuszczalne. To co uległo
dużej zmianie to tolerancja chropowato-
ści uszczelnianych powierzchni. W przy-
padku uszczelek miękkich dopuszczal-
na maksymalna chropowatość wynosiła
maksymalnie 25 µm. Takie wykończenie
powierzchni byliśmy w stanie otrzymać
wykorzystując odpowiedni papier ścier-
ny oraz doświadczenie. W przypadku
uszczelek metalowych mówimy o dużo
mniejszych tolerancjach, maksymalnie
11-15 µm. Tu nie ma drogi na skróty, obie
powierzchnie powinny być odpowiednio
przygotowane, a już obowiązkowo gło-
wica cylindrów powinna zostać poddana
obróbce mechanicznej.
Wyjątkową uwagę należy zachować
w przypadku silników z „mokrymi” wyj-
mowanymi tulejami cylindra. Są to sil-
niki o bardzo wysokiej dynamice pracy,
a co za tym idzie też i o wiele wyższej
podatności na zniszczenia. W takich sil-
nikach bezwzględnie należy sprawdzić
powierzchnie robocze zarówno po stro-
nie głowicy jak i bloku silnika. Mówimy
tu również o dokonaniu właściwych po-
miarów wystawania tuleji cylindra na ca-
łej długości bloku jak i względem siebie.
Pomiary muszą mieścić się w specyfikacji
podanej przez producenta silnika.